 400 991 0880
400 991 0880
美狮贵宾会咨询集团
免费电话:400 991 0880
专家热线:13922129159
(微信同号)
固定电话:020-89883566
电子邮箱:zrtg888@163.com
总部地址:广州市海珠区新港东路1068号(广交会)中洲中心北塔20楼
在组装型流水线生产的诊断分析和改善中,经常应用到工时平衡分析以确定相对标准作业节拍各个工序的工作量,其中:工时平衡率=∑各工序标准工时÷(生产线瓶颈工时×作业人数)×100%,生产线工时平衡是对生产的全部工序进行均衡化,调整作业负荷,以使各作业时间尽可能相近的技术手段与方法,目的是消除作业时间不平衡导致的效率损失以及生产过剩。对于组装车间现场改善落地有如下方法。

典型的组装型生产
以上述问题为出发点,结合在几百家组装型生产企业改善指导的经验,总结了组装型生产现场改善落地方法,其核心内容是组装型生产现场改善的六大“杀手锏”。
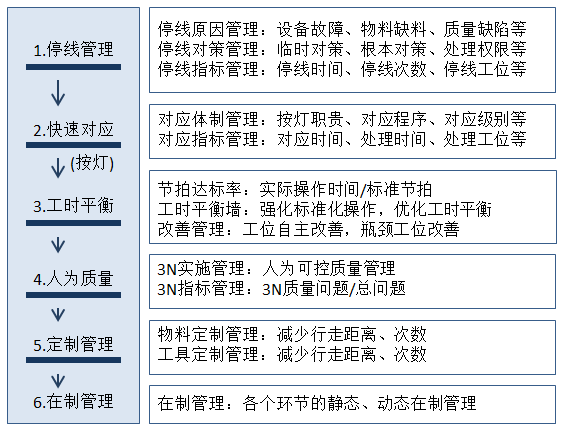
组装型生产现场改善的重点在于停线管理、快速对应、工时平衡、人为质量、定制管理、在制管理,这也是组装型生产现场改善的六大落地点。只有有效控制这六点,才能真正解决问题,提高效率,保证生产。
组装型生产改善六大杀手锏
下面根据具体事例,说明在组装型生产中,组装生产现场改善六大杀手铜的实际应用。
具体诊断分析的背景:根据销售计划,需进一步提升现有生产线的生产效率。为此,需要通过现场诊断,明确问题点,形成改善方案。
4个人通过一天对生产线调查计划的实施,分析诊断生产线的改善课题。
现场分析内容(*年*月*日星期* 时间**:**-**:**)改对象:**总装线(***,***,***)
JPH调查:每小时实际下线台数,定义总装线下线车辆后轮离线停线调查:实际记录生产中停线、开线时间(精确到秒),确定停线原因开停时间:明确实际开线和停线时间(早上,中午,晚上)线速调查:了解各时段实际线速,以及调整线速的原因(线速是指链板节数/时间)车位调查:抽样测量某车前轮到其后车前轮的距离(链板节数)空车位调查:包括空车位个数、时间、原因。

工位瓶颈:了解整条生产线最大装配时间、最小装配时间及工位走动调查:了解人员取料、工具等最远走动距离、工位(最远走动距离的前十位工作抽样:了解人员实际工作和其他比例(等待、行走、确认、离岗)首先,要真实地反映生产线的现实情况和问题,一定要从开线到下线的全过程,连续、无间断地进行现场调研和取样。该生产线的作业时间是8:301:00,所以现场诊断分析的时间也定位此时间段。
JPH(单位时间产量/小时产量, Jobs Per hour)是汽车工业一个常用的评价生产效率的用语。工作量或单位时间工作量,是工业工程学科应用于加工制造业时经常涉及的一个重要变量,反映了单个工艺设备、工序机组、流水线,甚至整个工厂的生产能力。JPH有设计JPH和实际JPH,本次诊断分析是实际JPH的诊断分析。即连续测量生产线最后一个工位每个小时的下线车量台数。
通过一天JPH的实际调查分析,就可以从总体上分析出这条生产线的效率题点的方向,再综合其他的调查分析进行判断,提出问题的解决方案。

以上调查要包含生产线开停时间的调查。因为在实际的生产现场,虽然计划线、停线、中间休息、午餐的时间,但是由于各种原因,特别是管理原因,往往致使不能按原计划开停机,有时会造成晚开线、早停线的现象,直接影响工酢效率。
组装车间现场改善的目的是消除由于作业不平衡导致的效率损失和生产过剩。上述为大家讲述了组装生产现场改善的方法步骤,这六个方面执行到位能够让现场改善更为有效。

下一篇:【精益生产】供应链管理注意事项

关注美狮贵宾会官方微信,获取更多企业管理实战经验

© 2023 All rights reserved.  粤公网安备 44010502001254号 粤ICP备13009175号 站点地图
粤公网安备 44010502001254号 粤ICP备13009175号 站点地图


